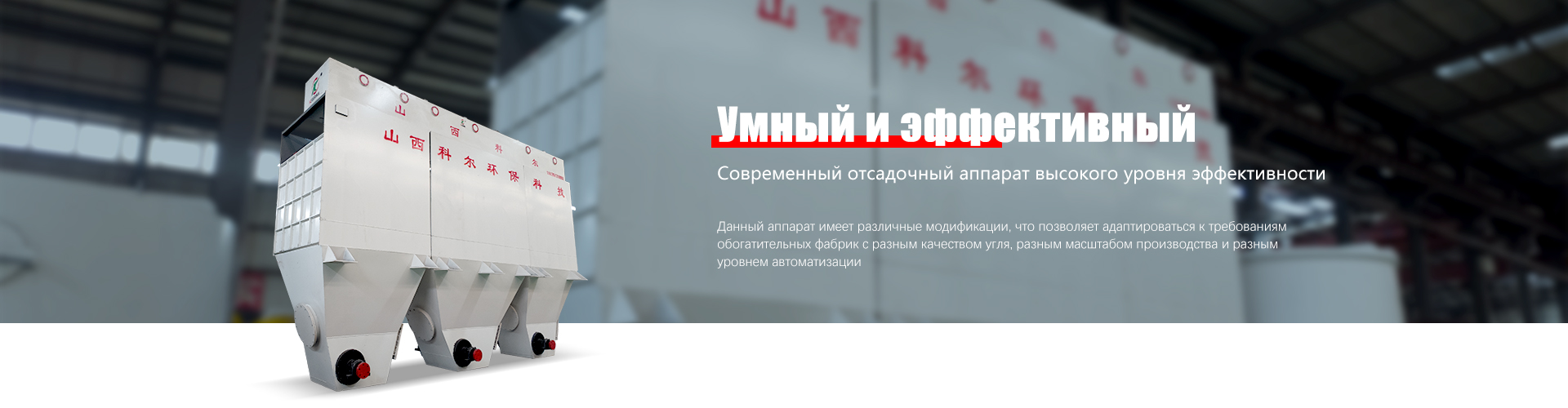
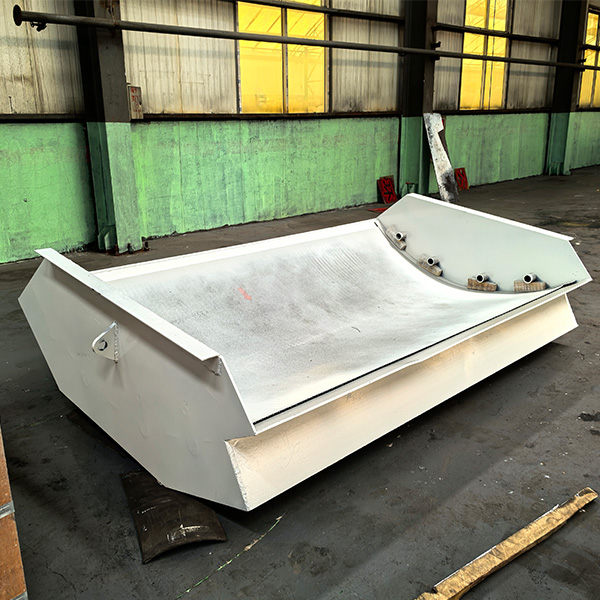
Оптовая установка сгустителя с центральным приводом
Оптовая установка сгустителя с центральным приводом – тема, которая часто всплывает в обсуждениях повышения эффективности процессов обогащения, но, на мой взгляд, нередко становится объектом упрощенного восприятия. Многие видят в ней просто замену традиционной системы приводов, не задумываясь о комплексных изменениях, которые это влечет за собой. Хочу поделиться своим опытом, от практических успехов до неудачных попыток, чтобы чуть глубже понять, какие реальные выгоды и сложности скрываются за этим, на первый взгляд, простым решением.
Краткий обзор: Почему центральный привод так популярен?
Основная идея центрального привода – концентрация мощности в одном месте, что позволяет оптимизировать управление насосными комплексами и снизить эксплуатационные расходы. Вместо множества отдельных двигателей и редукторов, мы получаем один мощный привод, который передает вращение нескольким насосам. Это, безусловно, уменьшает занимаемую площадь, упрощает техническое обслуживание и потенциально снижает затраты на электроэнергию за счет более эффективного управления нагрузкой.
Однако, здесь кроется и подводный камень. Просто заменить существующую систему на центральный привод – недостаточно. Необходимо тщательно проанализировать характеристики насосов, требования к их скорости и нагрузке, а также особенности процесса обогащения. Неправильно подобранный привод или неоптимальная схема распределения мощности могут привести к снижению эффективности, увеличению износа оборудования и, как следствие, к убыткам.
Опыт внедрения: Успех и его причины
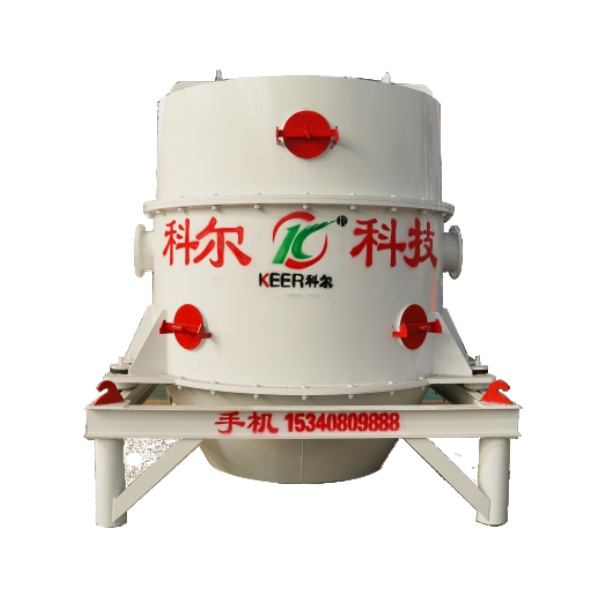
Мы в АО Шаньси Кээр Экологические Технологии неоднократно сталкивались с задачами внедрения подобных систем. Один из самых удачных проектов был связан с модернизацией существующей флотационной установки. Ранее насосы работали от отдельных двигателей, что приводило к неравномерной нагрузке и неэффективному использованию энергии. После установки оптовой установки сгустителя с центральным приводом, мы смогли добиться значительного снижения энергопотребления (около 15%), а также повысить стабильность процесса флотации. Ключевым фактором успеха стала тщательная подготовка: проведен детальный анализ потока жидкости, профилирование нагрузки на каждый насос и подбор привода, соответствующего всем требованиям.
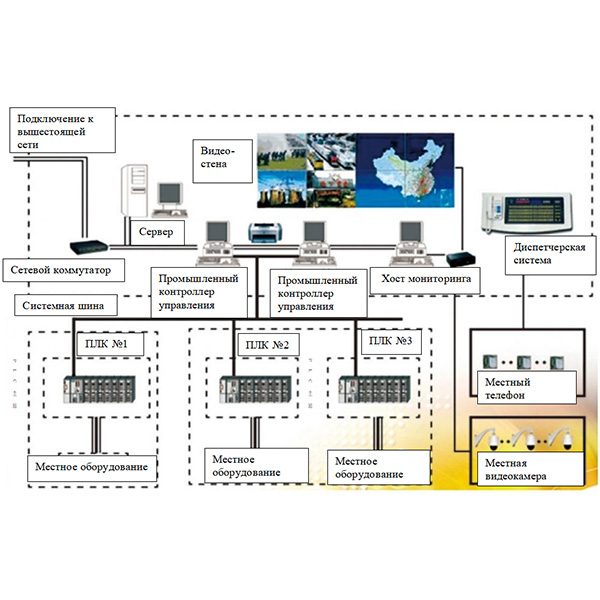
Важным моментом оказалась интеграция системы управления с существующей автоматикой. Нам потребовалось разработать специальный алгоритм, который учитывал изменения в расходе жидкости, плотности концентрата и другие параметры, чтобы оптимально управлять скоростью вращения каждого насоса. Это позволило нам избежать перегрузок и обеспечить стабильную работу оборудования в различных режимах.
Технические нюансы: Важные аспекты проектирования и монтажа
Проектирование такой системы – задача не из легких. Необходимо учитывать множество факторов: мощность привода, тип редуктора, систему торможения, а также систему защиты от перегрузок и короткого замыкания. Выбор редуктора – критический момент, он должен обеспечивать плавное и надежное передачу вращения, а также соответствовать требованиям к КПД и надежности.
При монтаже важно обеспечить точное выравнивание валов и соединений, чтобы избежать вибраций и шумов. Необходимо также предусмотреть систему фильтрации и охлаждения масла, чтобы продлить срок службы оборудования. Многие заводы, с которыми мы работаем, используют масляные редукторы, но в некоторых случаях, для повышения надежности и снижения обслуживания, предпочтительнее использовать редукторы с гидравлическим приводом.
Проблемы и решения: Чему научила нас практика
Не всегда все идет гладко. В одной из наших попыток внедрения оптовой установки сгустителя с центральным приводом на элеваторном комплексе, мы столкнулись с проблемой вибраций. Оказалось, что вибрация была вызвана дисбалансом вала привода. Мы перепроверили балансировку, установили виброизолирующие подшипники и, в конечном итоге, добились устранения вибраций. Этот случай показал нам, насколько важно уделять внимание деталям и не пренебрегать качеством монтажа.
Еще одна распространенная проблема – это сложность диагностики неисправностей. В случае отказа одного из насосов, трудно определить причину – проблема может быть как в самом насосе, так и в системе управления. Поэтому важно предусмотреть систему мониторинга состояния оборудования, которая позволяет оперативно выявлять и устранять неисправности.
Перспективы развития: Что ждет оптовое управление сгустителями в будущем?
В будущем, я думаю, мы увидим все большую автоматизацию и интеллектуализацию систем управления оптовым управлением сгустителями. Появится больше систем мониторинга и диагностики, которые будут использовать искусственный интеллект и машинное обучение для прогнозирования отказов и оптимизации работы оборудования. Также, мы ожидаем развитие более эффективных и надежных приводов, которые будут способствовать снижению энергопотребления и увеличению срока службы оборудования. Компания АО Шаньси Кээр Экологические Технологии активно работает над внедрением новых технологий, включая системы предиктивного обслуживания, которые позволяют выявлять потенциальные проблемы на ранней стадии и предотвращать дорогостоящие простои.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Высокочастотный рекуперационный грохот с корпусным вибратором
Высокочастотный рекуперационный грохот с корпусным вибратором -
 Линейный вибрационный грохот с корпусным вибратором принудительной синхронизации
Линейный вибрационный грохот с корпусным вибратором принудительной синхронизации -
 Центрифуга для обезвоживания
Центрифуга для обезвоживания -
 ЧПУ-управляемая воздушная коробка
ЧПУ-управляемая воздушная коробка -
 Комплексная автоматизированная система углеобогатительной фабрики
Комплексная автоматизированная система углеобогатительной фабрики -
 Высокочастотный грохот для рекуперации концентрата
Высокочастотный грохот для рекуперации концентрата -
 Вибрационный питатель угля
Вибрационный питатель угля -
 Дуговые грохоты серий HF/ZH
Дуговые грохоты серий HF/ZH -
 Цепной питатель угля
Цепной питатель угля -
 Комплектующие части
Комплектующие части -
 Централизованная система управления углеобогатительной фабрикой
Централизованная система управления углеобогатительной фабрикой -
 Сгуститель с периферийным приводом
Сгуститель с периферийным приводом
Связанный поиск
Связанный поиск- Цена грохота для угольной пульпы в китае
- Оптовые установки для предварительной обработки шлама
- Китайский поставщик горизонтального вибрационного грохота
- Производители типов флотационных машин
- Китайский производитель специальных смазочных материалов для вибрационных грохотов
- Оптовые поставщики ants af 100s вибрационный экран фотографии
- Оптовые установки для переоборудования обогатительных фабрик
- Грохот ситовой вибрационный
- Пневматическая гидравлическая флотационная машина цена в китае
- Угля стиральная машина завод в китае







