Вибрационный грохот для безнапорного тяжелосредного обогащения
Тяжелосредное обогащение – задача непростая, особенно когда речь идет о безнапорных системах. Многие считают, что достаточно просто подобрать подходящий грохот, но реальность, как обычно, оказывается сложнее. В этой статье я поделюсь своим опытом, полученным при работе с подобным оборудованием, расскажу о типичных проблемах и возможных решениях. Не претендую на абсолютную истину, но надеюсь, что мои наблюдения будут полезны.
Проблемы с классическими грохотами в безнапорных системах
Первая мысль, которая приходит в голову при выборе грохота для тяжелосредного обогащения – это, конечно, стандартный грохот с неподвижным желобом. Но часто оказывается, что такие решения не оптимальны. Главная проблема – неравномерность распределения материала на желобе. В безнапорных системах, где поток материала формируется за счет силы тяжести, важно обеспечить равномерную загрузку и выгрузку, чтобы избежать перегрузки и снижения эффективности обогащения. Простота конструкции часто приводит к непредсказуемым результатам, особенно при работе с материалами различной плотности и размера.
Кроме того, классические грохоты склонны к образованию 'кумулятивных' слоев – когда материал скапливается в определенных местах желоба, препятствуя равномерной подаче. Это приводит к снижению пропускной способности и увеличению расхода энергии. Мы сталкивались с этим неоднократно при обогащении угля, когда в результате скопления материала на желобе существенно снижалась эффективность разделения фракций. Решение часто находилось в применении дополнительных устройств для рассеивания материала, но это лишь маскировало основную проблему.
Еще один момент, который стоит учитывать – это вибрация. Слишком интенсивная вибрация может приводить к разрушению материала и снижению качества обогащения. С другой стороны, недостаточная вибрация не обеспечивает достаточного самоочищения желоба от скапливающегося материала.
Вибрационные грохоты – альтернатива с преимуществами
Использование вибрационных грохотов в безнапорных системах – это, на мой взгляд, более перспективное направление. Вибрация помогает более равномерно распределять материал на желобе, снижает склонность к образованию кумулятивных слоев и обеспечивает более эффективное самоочищение.
Особенно хорошо себя зарекомендовали грохоты с регулируемой интенсивностью вибрации. Это позволяет оптимизировать процесс обогащения для конкретного типа материала и нагрузки. У нас был опыт работы с грохотами, в которых вибрация регулировалась не только по амплитуде, но и по частоте. Это давало возможность добиться максимальной эффективности разделения фракций.
При выборе вибрационного грохота важно обращать внимание на конструкцию виброподающих элементов. Они должны быть достаточно прочными и устойчивыми к износу, особенно при работе с абразивными материалами. Также стоит обратить внимание на качество сборки и соответствие грохота требованиям безопасности.
Реальный опыт применения: обогащение угля
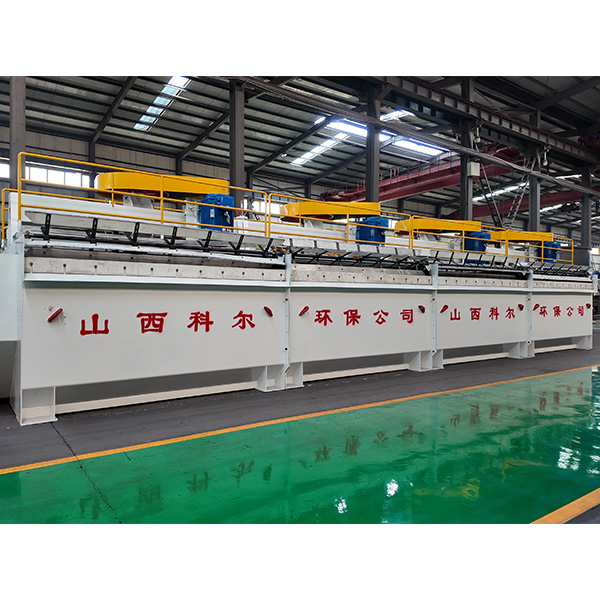
Мы недавно реализовали проект по модернизации существующей системы тяжелосредного обогащения угля на одном из угольных месторождений. Старый грохот с неподвижным желобом практически вышел из строя из-за износа и низкой эффективности. Мы заменили его на вибрационный грохот с регулируемой интенсивностью вибрации. Результаты превзошли наши ожидания. Пропускная способность увеличилась на 15%, а качество обогащения – на 8%.
Одним из ключевых моментов при выборе грохота было обеспечение его совместимости с существующей системой подачи материала. Мы провели тщательный анализ потока материала и внесли необходимые корректировки в конструкцию грохота, чтобы избежать проблем с равномерностью распределения. Также мы установили дополнительные вибраторы для обеспечения более эффективного самоочищения желоба.
Не стоит недооценивать важность правильной настройки параметров вибрации. Мы проводили ряд экспериментов, чтобы найти оптимальную частоту и амплитуду вибрации, которые обеспечивали максимальную эффективность обогащения. Этот процесс занял несколько недель, но в итоге мы добились значительного улучшения результатов.
Типичные ошибки и их последствия
В процессе работы с вибрационными грохотами мы сталкивались с рядом типичных ошибок, которые приводили к снижению эффективности обогащения и увеличению затрат на обслуживание оборудования. Одна из наиболее распространенных ошибок – это неправильный выбор интенсивности вибрации. Слишком высокая вибрация приводит к разрушению материала, а слишком низкая – к образованию кумулятивных слоев.
Другая распространенная ошибка – это недостаточное внимание к вопросам вибрационной изоляции. Вибрация может передаваться на соседние конструкции и приводить к их разрушению. Также вибрация может негативно влиять на работу другого оборудования, например, на конвейеров и насосов.
Еще одна ошибка – это отсутствие регулярного технического обслуживания. Виброподающие элементы со временем изнашиваются и теряют свои свойства. Регулярная замена изношенных деталей позволяет поддерживать оптимальную производительность грохота и продлить срок его службы.
Вывод
Вибрационные грохоты – это эффективное решение для безнапорного тяжелосредного обогащения. Но важно правильно выбрать и настроить оборудование, чтобы избежать типичных ошибок и добиться максимальной эффективности. Наш опыт показывает, что при правильном подходе использование вибрационных грохотов позволяет значительно улучшить результаты обогащения и снизить затраты на обслуживание оборудования.
Мы в АО Шаньси Кээр Экологические Технологии широко используем технологии тяжелосредного обогащения и вибрационные грохоты в наших проектах. Если у вас есть вопросы или нужна консультация по выбору оборудования для обогащения угля, обращайтесь к нам. Мы поможем вам найти оптимальное решение для вашей задачи. Наш сайт: https://www.keertech.ru.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Интеллектуальный высокоэффективный отсадочный аппарат SKT
Интеллектуальный высокоэффективный отсадочный аппарат SKT -
 Высокочастотный рекуперационный грохот с корпусным вибратором
Высокочастотный рекуперационный грохот с корпусным вибратором -
 Смесительный бак для флокулянта
Смесительный бак для флокулянта -
 Дуговые грохоты серий HF/ZH
Дуговые грохоты серий HF/ZH -
 Сгуститель с периферийным приводом
Сгуститель с периферийным приводом -
 Комплектующие части
Комплектующие части -
 Смеситель угольного концентрата
Смеситель угольного концентрата -
 Двухвалковая зубчатая дробилка
Двухвалковая зубчатая дробилка -
 Пневмомеханическая флотационная машина корпусного типа
Пневмомеханическая флотационная машина корпусного типа -
 Ковшовый элеватор
Ковшовый элеватор -
 Предварительный процессор пульпы
Предварительный процессор пульпы -
 Вибрационный питатель угля
Вибрационный питатель угля
Связанный поиск
Связанный поиск- Китай круговой вибрационный грохот цена
- Чпу - воздухораспределительная коробка
- Пневматическая гидравлическая флотационная машина цена в китае
- Ведущий покупатель оптовых продаж радиальных концентраторов в эксплуатации
- Лучшие покупатели пневматических механических флотационных машин из китая
- Оптовые производители сгустителя п-24
- Оптовые производители циклонов
- Ведущие страны-покупатели флотационных машин в китае
- Лучшие покупатели концентраторов типа сц из китая
- Поставщики ленточный конвейер желоба из китая







